


Çeşitli taş zanaatlarını açıklamak
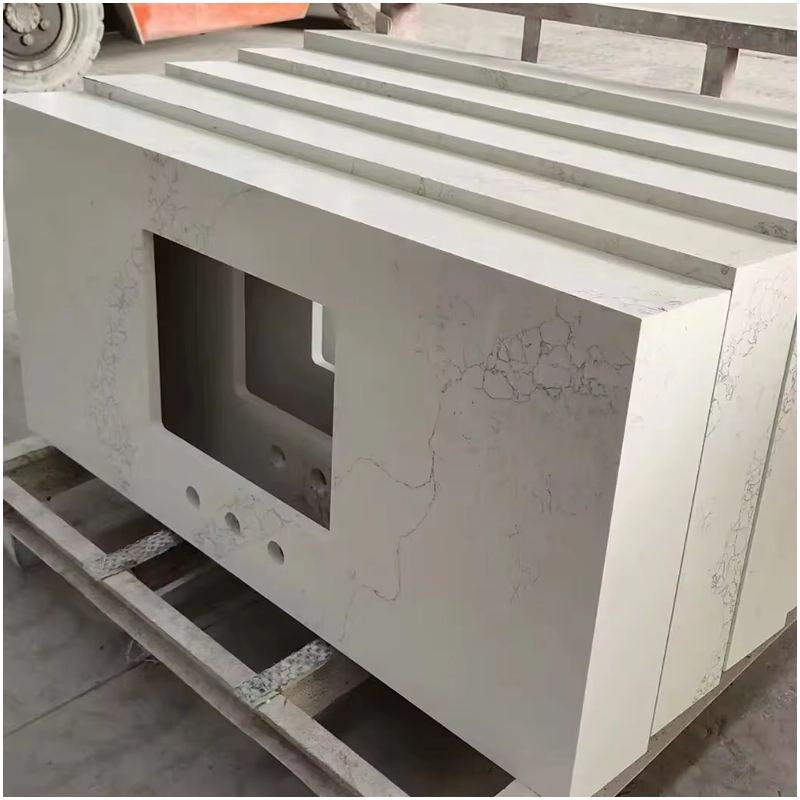
Stereo mozaik işleme
Stereo mozaik, düzlemsel mozaikten tamamen farklıdır, geleneksel düzlem parke parke parkeden üç boyutlu bir etkiyle üç boyutlu hale getirir. Düzlemsel parkenin işleme teknolojisi ve işleme teknolojisi temelde aynıdır, sadece kalınlığı parkenin alt yüzeyinden daha yüksek olduktan sonra parke yapıştırma ile savaşır.
İki tür stereo mozaik vardır. Biri üç boyutlu mozaik parke, yüzey yapıştırma tipi stereoskopik mozaiktir.
Mozaik parke parke, katı matris ve yüzey yapıştırma parke içine kakılır, stereo, taşın alt yüzeyinden çıkıntı yapan zemindeki taş parke parke parçaları üzerine yapıştırılır. İki boyutlu işlem tamamen farklı parke.
Stereo mozaik mozaik işleme teknolojisi
Malzemeler:
Malzeme gereksinimlerine göre parke malzemeleri. Malzeme seçerken, geleneksel olmayan mastar malzemesinin ve geleneksel kalınlıktaki malzemenin kalınlığına dikkat edin. Aralarındaki renk temelde aynı olmalıdır.
:
25, 30, 35 ve malzeme kalınlığı gibi geleneksel olmayan kalınlıklar için malzeme kesme ekipmanı kullanın. Parlatma veya mat parlatma plakası ve parlatma yüzeyi için.
Kesme tahtası:
Tek boyutlu kesme tahtası üzerinde üretim ve işleme göre.
Malzeme:
Tek bir grafik üzerinde üretim ve işleme veya özel şekilli plaka kesimine göre.
Modelleme, parlatma çekme teknesi plakası:
Copyshaper diğer yuva plakası:
Yuva plakası şekli oluk yüzey çekme işleme listesinin üretimine göre kopya şekillendirici ve Polonyalı işçiler tarafından oluk plakası parlatma.
Diğer gravür makinesi:
Çizimlerdeki üretim ve işlemeye göre oyma makinesi oyma oyma işleme, 10 mm'den az olmayan işleme derinliği.
Taşlama kavgası ve çekme çukuru plakası:
Jet makinesi gravür makinesi ile savaşmak için yuva plakası üzerinde iyi bir kontrast diğer iyi oluk plakasına sahiptir ve taşlama ile savaşır, kavga 1 mm'de yuva plakası profil sapma kontrolü ile tutarlıdır, su jeti makinesi çapak taşlama ve yan cilalı R2 yuvarlak kenar ile savaşır.
Parlatma savaşı:
Yan R2 ve yuvarlak kenar parlatma ile mücadele etmek için.
Renk, hecelemeye çalış:
Parke desen paletinde üretim ve işlemeye göre mücadele etmek için, aynı malzemeyi aynı resimde temelde aynı renkte hecelemeye çalışın.
Yapıştırma ve montaj:
Çubuk üzerindeki deseni üç boyutlu bir bulmaca haline getirmeye göre iyi bir dövüş parlatma, 10 mm aşağı dövüş ve kuru asılı tutkal. 20 mm plaka, 10 mm çekme oluğu plakasından daha yüksektir; 16 mm plaka, 6 mm çekme oluğu plakasından daha yüksektir; 30 mm plaka, 20 mm çekme yuvası plakasından daha yüksektir.
Tüm montaj, denetim, hayır.:
Tek bir montaj şeması üzerindeki üretim ve işleme göre, parkenin çeşitli bileşenleri, ürün renginin kalite denetçisi, yüzey kalitesi, montaj boşluğu, yapıştırma haslığı testi ile işlenecek ve monte edilecektir. Muayeneden sonra, postanın arkasındaki montaj sıra numarasına göre, aynı sayıda kalemle yazılır.
Stereo grafik mozaik parke kalınlığı:
Yüzeye yapışma tipi stereoskopik mozaik işleme teknolojisi
Yüzey yapıştırıcı tipi stereo, farklı bir düzlemde doğrudan bir plaka yüzeyine (alt) bağlanan bir büyü parkesidir ve üç boyutlu mozaik, mozaik işleme teknolojisi, üç boyutlu yüzey yapıştırma, parke zemin üzerinde yapışkan bir büyüdür, şişkinlikle savaşır, dağınık form seviyesi üç boyutlu mozaik.
Malzemeler:
Düzlem parke malzeme seçim standardına göre.
:
Dairesel testereler ile gemideki alışılmamış malzeme veya diğer ekipmanlar için, hafif panele taşlama ve parlatma.
Kesme tahtası:
Tek boyutlu kesim plakasında üretim ve işleme göre, plaka şekillendirilmiş plaka ise, su jeti makinesi ile kesim.
Malzeme:
Grafik işleme programında üretime ve işlemeye göre su makinesi kullanın, mozaik parçaları.
Sıra plakası, renkli:
Genel hat üzerinde grafik işleme tarafından işlenen bir su jeti makinesiyle savaşacak, kusurları ortadan kaldıracak, rengi ayarlayacak, dövüş malzemeleri ile renk temelde aynıdır.
Öğütücü dövüş:
Su jeti makinesinde işlenen çapakla mücadele için, çapak düzeltme işlemini yumuşatacak el değirmeni kullanılmalıdır.
Yan parlatma:
Parke için alt yüzden çıkıntı yapan yüzey yapışkan tipi stereo, bu nedenle dövüş tarafı tüm cilalama, taşlama ve pah kırma.
Plaka Kaba işleme değirmeni:
Zemin ışık paneli, kaba taşlama yapıştırma, gelişmiş yapışma ve zemin mücadelesinde mücadele etmek için bir taban plakası.
Konumlandırma ve bağlama:
Konumlandırma çizgi çizimi alabilir, gravür makinesi de grafik üretimi tarafından kullanılabilir ve listedeki işleme 1 mm freze derinliğinde sıkışacaktır. Kuru asılı tutkal veya Hercules tutkalı yerine yapıştırılacak, parçaları ilgili konuma koyacak ve parçaları ileri geri hareket ettirecek, böylece tutkal eşit şekilde karışacaktır. Tutkal kuru, zamanında tutkal taşma etkisi parke yüzey kalitesini önlemek için silecek taşacak.
Tutkal yüzey işlemi:
Yüzey rengi tutkalı ile tutarlı, popo doldurulmamış tutkal işaretleme, tutkal için köşede kenar çökmesi çökmesi, güzellik bakımı
Kabartma mozaik işleme
Kabartma mozaik işleme
Kabartma mozaik, çoğunlukla yüksek dereceli taştan, yeşim taşı işlemeden yapılmış yenilikçi ürünlerin bir taşıdır, tek renkli taş sınırlamaları olan kabartma ürünlerini kırar, renkli taş birlikte, taş ürünlerin değerini büyük ölçüde artırır. Yapıştırma işlemi ve Yüzey Tipi Masif parke süreci kabaca aynıdır. Ancak yüzey yapıştırma parkesinin dikkat seviyesine kabartma. Yüzeyin seviyesi, bir kavgada bir mücadele kapsamı katmanıdır ve bir dizi seviye oluşturma olasılığı daha yüksektir. Katmanlar ne kadar fazla olursa, kabartma bulmacası da o kadar güçlü olur.
Dairesel plaka mozaik işleme
Taş ürünlerin yeni bir ürünü olarak parke ark plakası, mimari dekorasyonun çeşitli alanlarına girmiş, yavaş yavaş insanların beğenisini kazanmış, dairesel plakanın bir uzantısı olan düz bir plaka parkedir. Ark plakasının işleme prensibi düzlemsel levha parke parkeye benzer, ancak düzlemsel levha parkeden tamamen farklıdır, işleme teknolojisi daha karmaşıktır, işleme zorluğu o kadar yüksektir. Dairesel plaka mozaik işleme su jeti işleme dairesel plaka parke, işleme merkezi dairesel plaka ve dairesel plaka parke parke manuel işleme.
Su jeti ile işleme dairesel plaka mozaikleme işlemi
Su jeti makinesi taş üretim işletmelerinin kullanımı nedeniyle artık çoğunlukla üç eksenli işleme ekipmanıdır, bu cihaz dönüş yarıçapından etkilenir, sadece dairesel plaka mozaik yarıçapının yaklaşık 500'ünde işlenebilir.
Teknoloji için: dairesel plaka cihazının dönme yarıçapı ve parke yarıçapına yakın temel gereksinimler, R + 50, parke cihazının dairesel plakasının dönme yarıçapı ile tutarlılığı sağlamak için bunu yapmak uygundur.
İşlem adımları:
Çizim ve derleme programı üzerinde tek desen üretimi ve işlenmesine dayanır;
Dairesel plaka numarası yönüne göre işlenecek sıra plakası su jeti makinesi üzerindeki tablaya doğru şekilde yerleştirilir;
Bıçak, makinenin sıfır noktasını ayarlıyor;
Simülasyon işleme programı;
İşleme prosedürüne göre, işleme genellikle dairesel plaka parke kemer yüksekliği 120 mm'nin üzerinde olduğundan, mevcut su jeti işleme derinliğinin bu gereksinimi karşılaması zordur, bu nedenle su jeti işlemede dairesel plakayı çalışma masası parkesine asarak açın.
İşlem dairesel plaka: mozaik işleme, dönen dairesel plakanın ilk bir yan kenarı yatay konuma, su jeti makinesinin kesici kafasının denge çarkının genişliğini işlemenin Y yönü boyunca su jeti makinesinin artmasıyla her zaman sabit mesafeyi korur işleme ve su jeti kesici kafalı dairesel plaka, işlem ekseninin Y yönü boyunca kaçının, böylece yüzeyin işleme doğruluğunu etkiler. Bu adımın işlenmesi, dairesel plaka parke işlemenin temel adımlarına ve işlemlerine özel dikkat göstermelidir.
Su jeti ile işleme dairesel plaka mozaik cihazının şematik diyagramı:
Mozaik işleme merkezi dairesel plaka
Dairesel plaka işlemeyi tamamlamak için parke işleme merkezi de kullanılabilir. Dairesel plaka işleme merkezi ile mozaik dairesel plaka kesme aşınması gerekli değildir, dairesel plaka frezeleme derinliği (10 mm'den az) profilindeki üretim çizimlerine göre olduğu sürece, kontur kakma parkeye gidecektir.
İşleme adımları işleme merkezi dairesel plaka parke:
Çizim ve derleme programı üzerinde tek desen üretimi ve işlenmesine dayanır:
Mastercamx 3D grafik gravür haritası ile ve daha sonra grafik işleme programına dönüştürülür. İşleme derinliği, parkede dairesel plakanın işlenmesini kolaylaştırmak için 10 mm'den fazla olamaz, ark tahtası işleme aşınması.
Tabla dairesel plaka numarası yönüne göre işlenecek sıra plakasını doğru bir şekilde işleme merkezine yerleştiriniz;
Bıçak, makinenin sıfır noktasını ayarlıyor;
Simülasyon işleme programı;
İşleme modeline göre uygun seçim aracı;
İşleme programına göre:
İşleme merkezi kesicisinin kullanımı nedeniyle belirli bir çapa sahiptir, bu nedenle işleme merkezinde keskin bir açı işlenemez, manuel olarak ele alınmalıdır, bu, işleme merkezi dairesel plaka parkesinin bir sınırlamasıdır, dairesel plaka parkeli işleme merkezi için uygulama kapsamında belirli bir ölçüde kısıtlanmıştır.
Dairesel plaka mozaik teknolojisinin elle işlenmesi
Dairesel plakanın elle işlenmesinde iki tür parke işleme teknolojisi vardır. Birincisi, mozaik dövüşü yerine düz dairesel plaka işleme ark plakasının kullanılmasıdır, bir bilgisayar tel makinesi, ark plakasına işlenen ilk dairesel plakayı, ark plakası mozaik dövüşüne işlenen su jeti makinesi ile ark plakasını heceleyecektir.
Katı kolon mozaik işleme teknolojisi
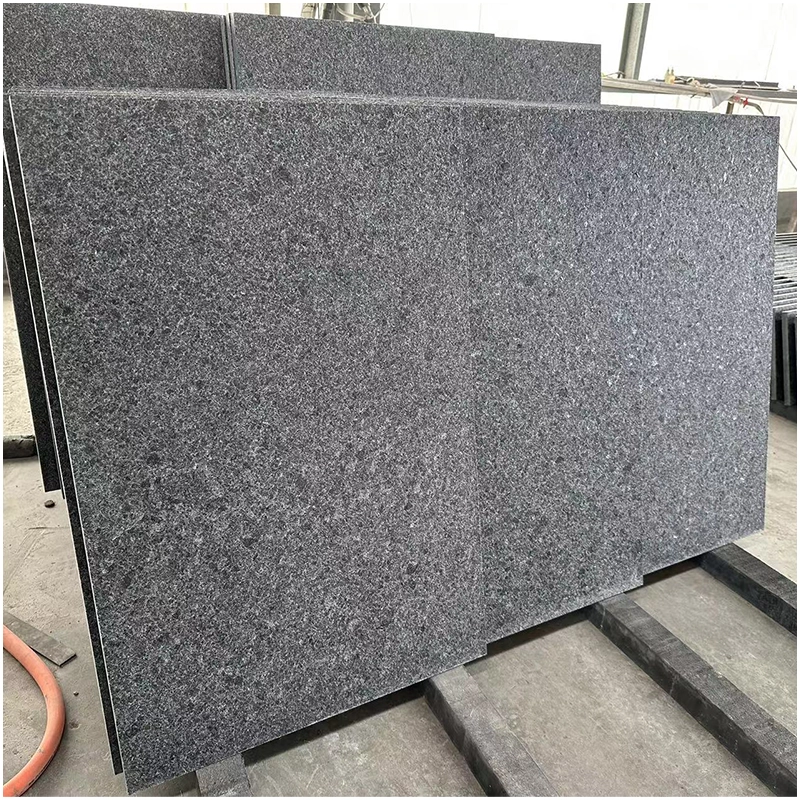
Malzeme: masif kolon malzemesi ve alışılmamış kalınlıktaki malzeme veya dairesel testereler ile gemideki diğer ekipmanlar. Katı silindir, kalınlık yönünde 10 mm'den az olmayan bir kalınlıkta açılır.
Kesme plakası ve silindirik kütüğün kesme tahtası üzerindeki üretim ve işleme göre kesilmesi, silindirik kütük boyutu gereksinimleri. Silindirik kütük, 10 mm'den az olmayan kenar boşluğunun genel yönünün uzunluğunda, 10 mm'den az olmayan kenar boşluğunun yönünün çapında.
Besleme: Program, grafik işleme, mozaik parçaları üzerinde üretim ve işleme göre su makinesi kullanın.
Sıra plakası, renk: grafik üretim ve işleme ile tek bir hat üzerinde kabaca aynı sütuna kadar su jeti ile işleme, aynı malzemeyle temelde aynı renkte mücadele.
Katı sütun şekli: katı sütun şekli iki adıma ayrılmıştır. Tek bir mozaik kontur işleme üzerinde grafik işleme üretimine göre NC Torna'dan sonra katı sütun boş sütun ve sütun şekli torna, gravür makinesi veya diğer gövde. Parke konturu, kağıttan biraz daha büyük 1 mm'ye kadar, 10 mm'den az olmayan derinlikte savaşması kolaydır.
Taşlama mücadelesi: su jeti makinesinin çapakla mücadelesi işlendiğinden, çapak düzeltme için el değirmeni kullanılmalıdır
Konumlandırma ve yapıştırma: parçaları işleme sayfasındaki grafiklere göre konumlandırma, yapıştırma ve ilgili konuma yerleştirme. Önce yapışkan yeri kuru asma tutkalı veya Hercules tutkalı üzerine yerleştirin ve ardından parçaları ilgili konuma koyun ve tutkalı eşit şekilde karıştırmak için parçaları ileri geri hareket ettirin. Tutkal kurudur, tutkal taşma etkisi parke yüzey kalitesini önlemek için sileceği zamanında taşıracaktır.
Kaba taşlama, ardından diğer katı sütun: dövüş, düzlem plakanın dışında bir mozaik işlemedir, katı sütun kavisli iken, bu nedenle dövüş çubuğu ve katı sütun parke yüzey eğriliği radyanı çakışmaz, katı sütun dövüş yapıştırıcısına olan ihtiyaç kaba silindir.
Tutkal yüzey işlemi: masif kolon parke yüzeyini kontrol edin, yüzey dikiş tutkalı ve masif kolon yüzey renginin temelde aynı renkte olduğunu ve tutkalın tutkalla doldurulduğunu gözlemleyin. Tutkalın rengi taşın yüzeyi ile tutarlı değilse, tutarsızlıkları kazın ve temelde tahta yüzeyi ile aynı olan tutkalı kullanın.
Cilalı parke: elle veya torna ile bantlanmış katı sütun parkenin taşlanması ve parlatılması için katı sütun, parlaklık 85 dereceden az değildir ve ürünün yüzeyi taşlama izleri olmadan.
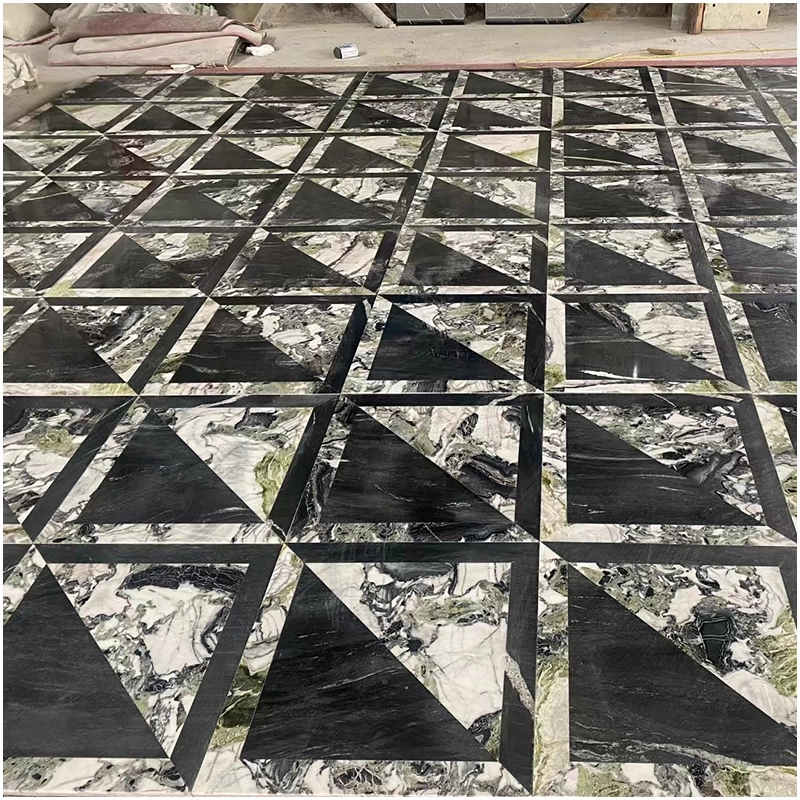
Mozaik süreci
: referans malzeme seçimi gereksinimleri parke malzemesi. Malzemenin alışılmamış kalınlığı ile ilgili olarak, geleneksel ve alışılmamış kalınlığa, malzemenin temel rengi arasında aynı olmasına dikkat edilmelidir.
: 25, 30, 35 gibi geleneksel olmayan kalınlıklar için hazırlık, malzeme kesme ekipmanlarını kullanmak için malzemenin kalınlığı. Parlatma ve mat sac yüzeyinin parlatılması veya cilalanması için.
Kesme tahtası: Kesme plakası için çizimlerdeki tek bir boyut gereksiniminin üretimine veya işlenmesine göre.
Malzeme: Mozaik granüllerin üretime göre çoklu kesici makine kullanılarak kesilmesi ve tek bir grafik üzerinde veya küçük boyutlu olarak işlenmesi; özel şekilli plaka kesme makinesi kesimi; bazı özel plakalar su jeti makinesi kullanılabilir.
Parke deseni üzerinde üretim ve işleme göre çizimlerin basılması, montajı 1: 1 çizimleri yazdırır, çok fazla çizim ekleme süresini önlemek ve ürünlerin kalitesini etkilemek için çizimler ne kadar büyükse o kadar iyidir.
Yapboz: Yapboz işlemi, parçacıkların yanlış yerleştirilmemesine dikkat edin, makasla veya bazı özel tahıl değirmenlerine kırpın. Süreçte yerleştirilen çiçek şekli değişikliklerine dikkat etmeli, taklit etmemelidir. Bir ürünü bitirmek için, çiçeğin boyutunu ve şeklini kontrol etmelisiniz. Ağ takviyesini döşemeden önce proses ürününün kalite denetçisini kontrol edin. Kesilen fırça tutkalının boyutuna göre, fırında kurutmada 1m'nin altında boyut, hat üzerinde doğal kurutma, 1m'den fazla mozaik.
Yapboz kesim boyutuna göre kağıt kesme tutkalı, tutkal. Fırçalarken, önce kağıt ağı fırçalayın, kağıt ağın yapboza yapışmasına izin verin, ardından tutkalı eşit şekilde silin, tutkal ağını fırçalayın, tutkal kurutun, ardından her yapbozu bölüm boyutuna göre bloke edin. Yapboz kapatıldığında, yapboz parçacıklarının sıkılığını kontrol edin.



